計改進")
[摘要]本文針對實際生產(chǎn)中智能變送器測量室蓋銑加工過程中存在的問題,進行了分析、論證,完成了銑夾具的設(shè)計改進,大幅度提高了零件銑加工的一次合格率。
1.引言
以前智能差壓變送器的測量室蓋的加工工藝方面不斷有新問題,其中在溫度測試過程中因測量室蓋的加工質(zhì)量問題引起的泄漏是較大的問題。本文就測量室蓋加工過程中廢品率高的問題展開分析。在分析問題后通過對測量室蓋銑加工夾具的整改,#終有效地提高了測量室蓋加工合格率,應(yīng)用于實踐,收到良好效果。
2.銑夾具設(shè)計改進的必要性
在智能變送器中,差壓型覺對壓力變送器、差壓和流量變送器、液位變送器都使用到了測量室蓋。在測量壓力時測量室蓋與檢測部件構(gòu)成了一個密閉空間,保證了壓力的正常傳遞。測量室蓋的合格與否直接導(dǎo)致裝配時產(chǎn)生間隙,引起測量壓力的泄漏,從而無法進行溫度補償測試,因此提高測量室蓋合格率勢在必行。
3.測量室蓋加工過程中存在的問題
由于測量室蓋在裝配過程中兩端面不平行,加之用螺栓將兩個測量室蓋夾緊固定在檢測部件的兩端后出現(xiàn)累計誤差,使測量室蓋、密封圈和檢測部件三者之間不能良好接觸,發(fā)生測量壓力泄漏。另外在整個裝配過程中始終要保持測量室蓋兩側(cè)面與殼體成90°角,所以說測量室蓋在裝配過程中還起到一個的基準的作用。如果這個基準不精que,將直接影響到后面的一系列工序,給生產(chǎn)帶來諸多不便。
4.分析問題
在機械加工過程中要保證加工質(zhì)量和精que度,shou要問題就是每套工裝夾具要統(tǒng)一定位基準,在基準一致的前提下出現(xiàn)的誤差才可能#小,這樣才可能#大程度地保證零件的加工合格率。
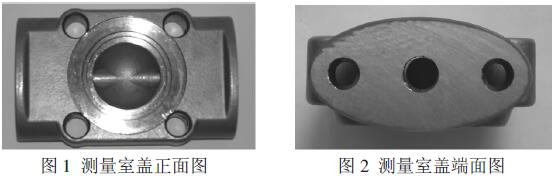
加工測量室蓋時shou先由車工車其內(nèi)圓,后轉(zhuǎn)銑工工序加工兩端面,#后由數(shù)控加工完成攻絲。由于在車工工序中是由四爪將測量室蓋的4 個端角夾緊,以面為基準固定的,所以測量室蓋地衣套銑夾具是由面定位的。
結(jié)束語
在設(shè)計、改進測量室蓋銑加工夾具的整個過程中,問題的產(chǎn)生始終圍繞著加工基準這一點,如果在整個測量室蓋加工過程中統(tǒng)一定位方法,那么就可以使工件加工合格率達到#高。另外,工件在加工過程中產(chǎn)生誤差的原因有很多,除了優(yōu)化夾具來提高合格率外,將夾具經(jīng)過熱處理以提高其剛度和強度、嚴守操作規(guī)程、定期對設(shè)備和夾具進行清理和維護,都不失為提高零件加工合格率的好方法。生產(chǎn)實踐表明,設(shè)計、改進測量室蓋銑加工夾具能夠滿足測量室蓋的加工要求,提高了零件加工的一次合格率,保證了零件加工的順利進行。此設(shè)計思路對其它工裝夾具的設(shè)計具有借鑒作用。










 關(guān)注我們 實現(xiàn)共贏
關(guān)注我們 實現(xiàn)共贏