
ÕŠ ŌŠ šÁĶąíĘ§Ð§ĘÂđĘ―oÓÍĖï°ēČŦÉúŪa(chĻĢn)ŧîÓ(dĻ°ng)§í(lĻĒi)OīóĩÄpʧĄĢĶ(duĻŽ)ÄģÓÍĖïĩÄŌŧÆðÆÕÍĻšÁĶąíÃÜ·âĘ§Ð§ĘÂđĘßM(jĻŽn)ÐÐÁËÕ{(diĻĪo)ēéĢŽÍĻß^(guĻ°)šÁĶąíĘ§Ð§ÐÎÃēšęÓ^ŅÐūŋĄĒÎĒÓ^Ó^ēėž°ŧŊW(xuĻĶ)ģÉ·Ö·ÖÎöĩČ·―·ĻĶ(duĻŽ)Ę§Ð§ÔŌōßM(jĻŽn)ÐÐÁË·ÖÎöĄĢ―Y(jiĻĶ)đûąíÃũĢŽšÁĶąíĘ§Ð§ĘÂđĘĘĮŌōŧÉđÜÅc·âŋÚČûĄĒßBUšļ―ÓēŋÎŧīæÔÚšļ―ÓČąÏÝĄĢ―ĻŨhÔÓÍĖïĶ(duĻŽ)ÔÚÓÞ°ė(kĻī)īæĩÄÍŽÐÍĖ(hĻĪo)šÁĶąíßM(jĻŽn)ÐÐŨО(xĻŽ)zēéĢŽĶ(duĻŽ)īæÔÚÓКļ―ÓČąÏÝĩÄšÁĶąíßM(jĻŽn)ÐÐŅa(bĻģ)šļĖĀíĢŽŌÔÃâÔŲīΰl(fĻĄ)ÉúĘ§Ð§ĘÂđĘĢŧĶ(duĻŽ)šļ―ÓšóĩÄ―Y(jiĻĶ)(gĻ°u)ßM(jĻŽn)ÐÐÆĢÚy(cĻĻ)ÔÔō(yĻĪn)ĢŽŌÔąĢŨCšÁĶąíMŨãĘđÓÃŌŠĮóĄĢ
ŧÉđÜĘ―šÁĶąíĘĮŌÔŧÉđÜéÃôļÐÔŠžþĩÄšÁĶy(cĻĻ)Áŋ?jĻĐ)xĄĢŧÉđÜÔÚšÁĶšÍÕæŋÕĩÄŨũÓÃÏÂĢŽŪa(chĻĢn)ÉúÐÔÐÎŨĢŽŌýÆðđÜķËÎŧŌÆĢŽÆäÎŧŌÆÍĻß^(guĻ°)ÉČÐÎýXÝũÓ(dĻ°ng)C(jĻĐ)(gĻ°u)ßM(jĻŽn)ÐзÅīóĢŽũßf―oÖļĘūŅbÖÃĢŽï@Ęūąŧy(cĻĻ)šÁĶĄĢÓÍĖïēÉÓÍäÉÏĩÄÓÍššÁĶąíÓÃí(lĻĒi)ąO(jiĻĄn)y(cĻĻ)ÓÍūŪÖÐÓÍđÜĩÄšÁĶĢŽ―oēŲŨũČËTšÍžžÐg(shĻī)ČËTĖáđĐÖØŌŠĩÄ
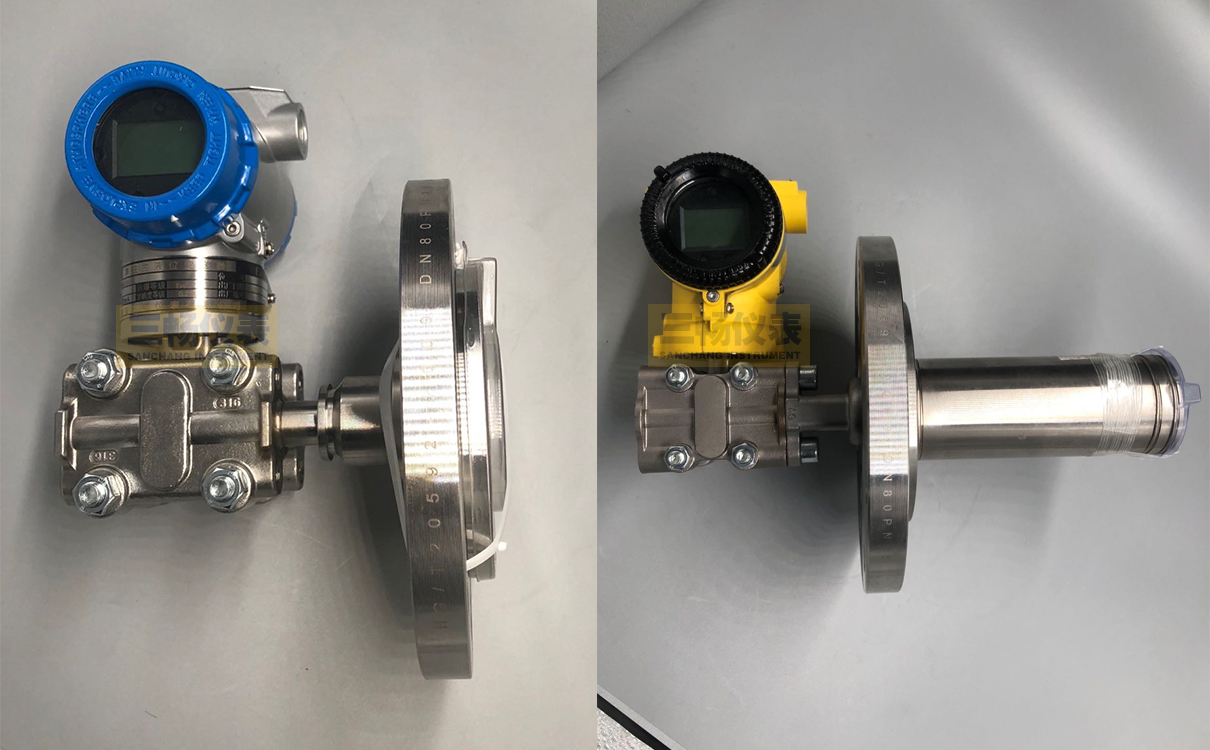
Ēĩ(shĻī)ÐÅÏĒĄĢÄģÓÍĖïŅēūŪČËTÔÚŅēzr(shĻŠ)°l(fĻĄ)ŽF(xiĻĪn)ūŪö(chĻĢng)īóÃæ·eÎÛČūĢŽ―(jĻĐng)zēéī_ÕJ(rĻĻn)ÓÍÎÛĘĮÓÉēÉÓÍäÉÏÐÍĖ(hĻĪo)éY-100šÁĶąíÃÜ·âĘ§Ð§§(dĻĢo)ÖÂĢŽąíČ(nĻĻi)ČŦēŋĘĮÓÍÎÛĢŽąíąPÆÆÁŅĄĢÔšÁĶąíĘ§Ð§ÐÎÃēČįD1ËųĘūĄĢÓÍĖïšóí(lĻĒi)ÓÖ°l(fĻĄ)ÉúŨÆðšÁĶąíĘ§Ð§ĘÂđĘūųéÍŽÆÚŲ(gĻ°u)ČëĩÄÐÍĖ(hĻĪo)Y-100šÁĶąíĢŽß@―oÔÓÍĖï°ēČŦÉúŪa(chĻĢn)ŧîÓ(dĻ°ng)§í(lĻĒi)OīóĩÄpʧĄĢéÕŌģöÔîšÁĶąíĘ§Ð§ÔŌōĢŽąÜÃâīËîĘÂđĘÔŲīΰl(fĻĄ)ÉúĢŽĶ(duĻŽ)ÔÆðšÁĶąíĘ§Ð§ĘÂđĘßM(jĻŽn)ÐÐÁËÕ{(diĻĪo)ēé·ÖÎöĄĢÍĻß^(guĻ°)Ķ(duĻŽ)Ę§Ð§šÁĶąíšęÓ^ĄĒÎĒÓ^ÐÎÃēĩÄŅÐūŋŌÔž°ŧŊW(xuĻĶ)ģÉ·Ö·ÖÎöĢŽęUÃũÁËÔšÁĶąíĘ§Ð§ÔŌōĢŽĖáģöÁËÏāŠ(yĻĐng)ĩÄîA(yĻī)·ĀīëĘĐĄĢ

1 Ôō(yĻĪn)·ÖÎö
1.1 šęÓ^ÐÎÃē·ÖÎö
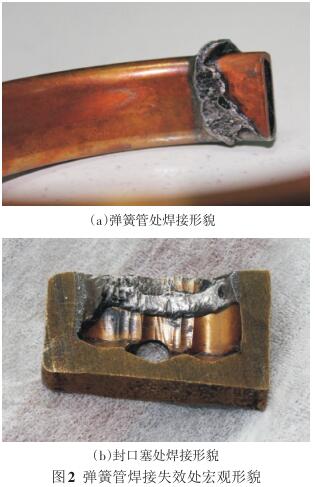
ÔĘ§Ð§šÁĶąíŧÉđÜÍęČŦÃÂäĢŽ·Ö―âŧÉđÜšóŋīĩ―ŧÉđÜÅc·âŋÚČûßB―ÓķËžs1 cmķÎČ(nĻĻi)ÓÐÓÍÎÛĢŽļüÉîĩÄēŋÎŧ](mĻĶi)ÓÐÓÍÎÛĄĢÓÃūÆūŦĮåÏīŧÉđÜÅc·âŋÚČûßB―ÓķËēŋĄĢŋÉŋīĩ―ŧÉđÜÉÏåašļÃæÁÏĖîģäēŧūųōĄĢšļ―ÓĖŋÉÄŋy(cĻĻ)ĩ―šļ―ÓâŋŨČąÏÝĢŽČįD2ĢĻaĢĐËųĘūĄĢĒÅcÖŪĶ(duĻŽ)Š(yĻĐng)ĩÄ·âŋÚČûšļ―ÓĖÓÃūĮÐļîĶ(duĻŽ)ÆĘĢŽÓ^y(cĻĻ)ĩ―šļåaäÕđÃæēŧūųōĢŽÓÐЧßB―Ó
^(qĻą)Óōēŧĩ―ßB―ÓÃæĩÄ50%ĢŽČįD2ĢĻbĢĐËųĘūĄĢ
1.2 ÎĒÓ^ÐÎÃēÅcŧŊW(xuĻĶ)ÔŠËØ·ÖÎö
Ķ(duĻŽ)ŧÉđÜĩÄ―ðÏāßM(jĻŽn)ÐзÖÎöĢŽēÉÓÃČýÂČŧŊčFû}ËáČÜŌšļŊÎgĐĢŽĀûÓÃÐÍĖ(hĻĪo)éAX10ĩÄ―ðÏāï@ÎĒįRĶ(duĻŽ)ŧÉđÜï@ÎĒ―MŋßM(jĻŽn)ÐÐÓ^ēėĢŽČįD3ËųĘūĄĢ
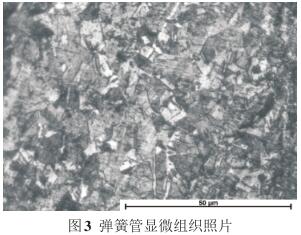
ÓÉD3ŋÉŌÔŋīģöĢŽŧÉđÜï@ÎĒ―MŋéÎÏāαüSã~ĢŽï@ÎĒ―MŋÎīzēéĩ―Ãũï@AësĄĢŌĀþ(jĻī)GB/T 6394—2002Ë(biĻĄo)Ę(zhĻģn)Ķ(duĻŽ)ŧÉđÜū§ÁĢķČßM(jĻŽn)ÐÐÔu(pĻŠng)ķĻĢŽ―Y(jiĻĶ)đûé11ž(jĻŠ)ĄĢ
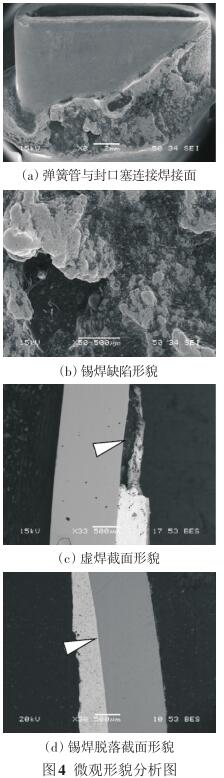
ĒÔšÁĶąíŧÉđÜÃÂäķËÔÚßÃčëŨÓï@ÎĒįRÏÂßM(jĻŽn)ÐÐÎĒÓ^ÐÎÃēÅcÔŠËØ·ÖÎöĢŽÓ^ēėĩ―šļ―Ó
^(qĻą)ÓōšļÁÏäÕđēŧūųōĢŽŧÉđÜšļ―Óēŋ·Öŋŋ―üķËÃæĖÓÐīóÆŽ
^(qĻą)Óō](mĻĶi)ÓКļåaĢŽČįD4ĢĻaĢĐšÍĢĻbĢĐËųĘūĄĢĮÐČĄŧÉđÜšļ―Ó―ØÃæĢŽÓ^ēėĩ―ŧÉđÜąíÃæÓÐēŋ·ÖĖšļķΞ°šļ―ÓÃÂäķÎĢŽČįD4ĢĻcĢĐšÍĢĻdĢĐËųĘūĄĢšļ―Ó―Óî^īæÔÚÁŅžyĄĒAÔüĄĒâŋŨĩČČąÏÝĢŽĶ(duĻŽ)―Óî^ĩÄėoÁĶW(xuĻĶ)ÐÔÄÜĩÄÓ°íŌŧ°ãēŧÃũï@ĢŽĩŦĘĮĶ(duĻŽ)šļ―Ó―Y(jiĻĶ)(gĻ°u)ĩÄÆĢÚÐÔÄÜÓ°í
sĘŪ·Öï@ÖøĄĢšÁĶąíŧÉđÜÔÚđĪŨũr(shĻŠ)ĘÜĩ―ēĻÓ(dĻ°ng)šÁĶĩÄŨũÓÃĢŽšļ―ÓČąÏÝūÍþ(huĻŽ)Ōý°l(fĻĄ)ŧÉđÜĩÄÆĢÚĘ§Ð§ĄĢ
Ķ(duĻŽ)šļ―ÓĖßM(jĻŽn)ÐÐÎĒ
^(qĻą)ÄÜŨV·ÖÎöĢŽČįD5ËųĘūĄĢÆäÖÐŧÉđÜéžã~ÖÆÔėĢŽšļÁÏÖũŌŠģÉ·ÖéPbšÍSnĢŽÓÐÎĒÁŋĩÄAlĄĒCoësŲ|(zhĻŽ)ÔŠËØĄĢësŲ|(zhĻŽ)ÔŠËØÃũï@þ(huĻŽ)Ó°íšļÁÏĩÄ(rĻīn)ņÐÔšÍÁũÓ(dĻ°ng)ÐÔĢŽžÓÖŪ·âŋÚČûĩÄŨšÎÍâÐÎČÝŌŨÓÐâÏķšÍÁŅžyĢŽĘđšļ―Óüc(diĻĢn)ĩÄ(qiĻĒng)ķČÏÂ―ĩĄĢ
2 ūCšÏÓÕ
·ÖÎöÉÏĘöÔō(yĻĪn)―Y(jiĻĶ)đûŋÉŌÔŋīģöĢŽšļ―ÓŲ|(zhĻŽ)ÁŋēîĘĮŌýÆðīËīΚÁĶąíĘ§Ð§ĘÂđĘĩÄÖũŌŠÔŌōĄĢÔšÁĶąíŧÉđÜÅc·âŋÚČûÖŪégēÉÓÃåašļßB―ÓĢŽžīĀûÓÃĩÍČÛüc(diĻĢn)ĩÄåašļÁÏžÓáČÜŧŊšóĢŽBČëēĒĖîģä―ðŲžþßB―ÓĖégÏķĄĢÁžšÃĩÄåašļšļüc(diĻĢn)Š(yĻĐng)ÔūßÓÐĀÎđĖĩÄC(jĻĐ)ÐĩđĖķĻÐÔĢŽšļåaŠ(yĻĐng)ÍęČŦ―þ(rĻīn)ĢŽšļžþĩÄÝĀŠĮåģþĢŽåašļÃæđâÁÁ(rĻīn)ÉĄĢÄŧÉđÜÅc·âŋÚČûĩÄĶ(duĻŽ)ÆĘÃæŋÉŌÔŋīģöĢŽÓÐЧĩÄšļ―ÓßB―ÓÃæ·eēŧĩ―50%ĢŽšļ―ÓĖÓÐÄŋy(cĻĻ)ŋÉŌĩÄâŋŨČąÏÝ;ÄŧÉđÜÅc·âŋÚČûšļ―ÓĖÎĒÓ^ÐÎÃēŋÉŌÔŋīģöĢŽšļ―ÓĖåašļÃæēŧūųōĢŽÔüķøēŧ(shĻŠ)ĢŽåašļÃæēĒÎīĖîģäĩ―Õû(gĻĻ)
^(qĻą)ÓōĢŧšļ―Óüc(diĻĢn)ĩÄEDSÔŠËØ·ÖēžDÖÐŋÉŋīģöÓÐÎĒÁŋĩÄAlÔŠËØësŲ|(zhĻŽ)ĄĢåašļŲ|(zhĻŽ)ÁŋÅcšļ―ÓžþąíÃæôģĖķČĄĒšļ―ÓØķČĄĒšļ―Ór(shĻŠ)égĄĒšļ―ÓĘÖ·ĻĩČķā·―ÃæŌōËØÓÐęP(guĻĄn)ĢŽšļ―ÓČąÏÝĶ(duĻŽ)ŧÉđÜÅc·âŋÚČûšļ―ÓßB―ÓĖĩÄÆĢÚÐÔÄÜÓКÜīóĩÄÓ°íĄĢÁíÍâĢŽšļ―ÓšóĩÄĀä
sß^(guĻ°)ģĖÖÐĢŽšļŋp―ðŲów·eŨŧŊĘđĩÚļ―ÓßB―ÓĖŪa(chĻĢn)Éú―MŋŠ(yĻĐng)ÁĶĢŽŌēþ(huĻŽ)Ó°íŧÉđÜĩÄÆĢÚÐÔÄÜĄĢ
ŧÉđÜđĪŨũr(shĻŠ)ĖÓÚŌąÛ îB(tĻĪi)ĢŽĘÜÆĢÚŠ(yĻĐng)ÁĶŨũÓÃĢŽÔÚģÖĀm(xĻī)đĪŨũß^(guĻ°)ģĖÖÐÓÐŋÉÄܧ(dĻĢo)ÖÂŧÉđÜŪa(chĻĢn)ÉúÆĢÚé_ÁŅĄĢŧÉđÜšļ―ÓÎŧÖÃŲÓÚŠ(yĻĐng)ÁĶžŊÖÐēŋÎŧĢŽÁŅžyþ(huĻŽ)(yĻu)ÏČÔÚÔÎŧÖÃŪa(chĻĢn)ÉúĢŽžÓÖŪÔšÁĶąíŧÉđÜšļ―ÓĖīæÔÚČąÏÝĢŽŌōīËžÓËŲÁËĘ§Ð§ĄĢĶ(duĻŽ)ÓКļ―ÓČąÏÝĩÄšÁĶąíŋÉŌÔßM(jĻŽn)ÐÐŅa(bĻģ)šļĖĀíĢŽŌÔÃâÔŲīΰl(fĻĄ)ÉúĘ§Ð§ĘÂđĘĄĢ
3 ―Y(jiĻĶ)ÕšÍ―ĻŨh
1ĢĐÔėģÉšÁĶąíÃÜ·âĘ§Ð§ĘÂđĘĩÄÖũŌŠÔŌōĘĮŧÉđÜÅc·âŋÚČûĄĒßBUšļ―ÓēŋÎŧīæÔÚšļ―ÓŲ|(zhĻŽ)ÁŋČąÏÝĄĢ
2ĢĐ―ĻŨhĶ(duĻŽ)ÔÓÍĖïė(kĻī)īæŌÔž°ÕýÔÚĘđÓÃĩÄÍŽÐÍĖ(hĻĪo)šÁĶąíŨО(xĻŽ)zēéĢŽĶ(duĻŽ)ÓКļ―ÓČąÏÝĩÄšÁĶąíßM(jĻŽn)ÐÐŅa(bĻģ)šļĖĀíĢŽŌÔÃâÔŲīΰl(fĻĄ)ÉúĘ§Ð§ĘÂđĘĄĢ
3ĢĐ―ĻŨhšÁĶąíÖÆŨũß^(guĻ°)ģĖÖÐĶ(duĻŽ)šļ―ÓšóĩÄ―Y(jiĻĶ)(gĻ°u)ßM(jĻŽn)ÐÐÆĢÚy(cĻĻ)ÔÔō(yĻĪn)ĢŽŌÔąĢŨCšÁĶąíMŨãĘđÓÃŌŠĮóĄĢ









 ęP(guĻĄn)ŨĒÎŌ (shĻŠ)ŽF(xiĻĪn)đēÚA
ęP(guĻĄn)ŨĒÎŌ (shĻŠ)ŽF(xiĻĪn)đēÚA